Каталитический риформинг является одним из важнейших процессов современного НПЗ, который обеспечивает производство высокооктанового бензина, индивидуальных ароматических углеводородов и водородсодержащего газа (ВСГ). Наибольший прирост мощностей риформинга по регионам мира отмечается для стран Западной Европы и США.
384
Ведущее место среди лицензиаров процесса каталитического риформинга за рубежом является фирма ЮОП, по лицензиям которой во всем мире построены свыше 600 установок (фирменное название процесса - платформинг), и Французский институт нефти (ФИН) (фирменное название процессов облагораживания бензина - октанайзинг и аромайзинг).
Применяемые в настоящее время процессы по технологическим особенностям регенерации катализатора разделяют на три типа:
- - полурегенеративные (со стационарным слоем катализатора и его периодической регенерацией с длительными межрегенерационными периодами);
- - циклические (со стационарным слоем катализатора и его непрерывной регенерацией с помощью резервного реактора);
- - регенеративные (с движущимся слоем катализатора и его непрерывной регенерацией).
В настоящее время зарубежные нефтепереработчики ориентируются на внедрение установок с непрерывной регенерацией катализатора. Удельный вес этой технологии в США составляет около 20%, в Западной Европе - 27%; при этом 87% установок риформинга в мире, введенных за последние 20 лет, приходится на процесс с непрерывной регенерацией.
С помощью каталитического риформинга низкооктановые прямогонные бензиновые фракции за счет дегидрогенизации шестичленных нафтеновых и дегидроциклизации нормальных парафиновых углеводородов превращаются в высокоароматизированные продукты. Применяемые катализаторы способствуют превращению пятичленных нафтенов в шестичленные с последующим дегидрированием до ароматических соединений и изомеризации легких н-парафинов. В зависимости от качества сырья, жесткости режима и типа используемого катализатора в процессе риформинга могут иметь место различные реакции (табл. 4.30).
Интенсификация технологических режимов процесса каталитического риформинга. Оптимизация существующих установок риформинга предусматривает повышение эффективности эксплуатации, увеличение выходов и отбора продуктов и максимально возможное использование мощности имеющегося оборудования. Реконструкция и оптимизация работы установок риформинга может быть осуществлена в три этапа:
- - переход на более активные и стабильные катализаторы, модификация реакторов и усовершенствование методов эксплуатации установок;
385
Таблица 4,30
Обобщенная схема превращения углеводородов o в процессе риформинга
| Наименование реакций |
Катализатор |
Температура |
Давление |
| Дегидрирование нафтенов |
М |
Высокая |
Низкое |
| Изомеризация нафтенов |
К |
Низкая |
- |
| Изомеризация парафинов |
К |
Низкая |
- |
| Дегидроциклизация парафинов |
М/К |
Высокая |
Низкое |
| Гидрокрекинг |
К |
Высокая |
Высокое |
| Деметилирование |
М |
Высокая |
Высокое |
| Ароматическое деалкилирование |
М/К |
Высокая |
Высокое |
Примечание:М - металлический; К - кислотный. Низкие температуры способствуют высоким соотношениям изо/н-углеводороды; скорость изомеризации увеличивается с ростом температуры.
- реконструкция существующей установки с оптимизацией рабочего давления и мощности. Основой реконструкции является сохранение максимального количества существующего оборудования, минимальные капитальные затраты и сроки простоя установки;
- реконструкция сепарационной системы риформинга для обеспечения полного отбора компонентов бензина. В качестве наилучшего средства обеспечения полного отбора риформата С5+ фирма ЮОП предлагает систему Recovery Plus System.
Центральным элементом установки процесса риформинга является катализаторная система. Расчетные параметры работы установки (давление, температура, кратность циркуляции водорода и объемная скорость), теоретические выходы продуктов и межрегенерационный пробег определяются с учетом активности, стабильности и типа катализатора.
В производственных условиях достаточно хорошо исследован катализатор R-56 фирмы ЮОП, которая является ведущей в мире по производству катализаторов на основе платины. R-56 - это оптимизированный, "асимметричный" платиново-рениевый катализатор, разработанный на базе катализатора R-50. По данным фирмы ЮОП он характеризуется более высокими активностью и способностью к удерживанию хлора, обеспечивает более чем в 2,5 раза большую продолжительность пробега и стабильный выход продуктов.
Наилучшие результаты работы катализатор R-56 показывает также в сравнении с монометаллическим (R-11) и биметаллическим (R-16G) катализаторами предыдущего поколения (табл. 4.31).
Проведено сравнение основных показателей работы установки риформинга ЛЧ-35-11/1000 на катализаторе R-56 с показателями
386
Таблица 4.31
Эксплуатационные характеристики катализаторо
| Наименование |
R-11 |
R-16G |
R-56 |
| Начало пробега |
Конец пробега |
Начало пробега |
Конец пробега |
Начало пробега |
Конец пробега |
| Давление в реакторе, МПа |
2,25 |
2,25 |
2,25 |
| Давление в сепараторе, МПа |
2,0 |
2,0 |
2,0 |
| Октановое число, и. м. |
94 |
98 |
98 |
| Температура на входе в реактор, °С |
508 |
527 |
518 |
537 |
503 |
522 |
| Выход продуктов реакции на свежее сырье, % масс.: |
|
|
|
|
|
|
| С5+ |
84,4 |
80,2 |
81,1 |
80,0 |
81,1 |
80,7 |
| Н2 |
1,98 |
1,68 |
1,88 |
1,73 |
1,88 |
1,80 |
| Межрегенерационный пробег, месяцев |
3 |
3,4 |
>18 |
| Концентрация водорода в циркуляционном газе, % масс. |
78,9 |
71,1 |
72,8 |
70,2 |
72,8 |
71,5 |
при работе на катализаторе КР (табл. 4.32). Установлено, что используемый катализатор в течение более трех лет эксплуатации работал без регенерации, обладал высокой активностью, обеспечивая получение платформата с высокими октановыми характеристиками при более низкой температуре в реакторе.
Катализатор R-56 обладает большей активностью по сравнению с предыдущим поколением платино-рениевых катализаторов с равным содержанием платины и рения (R-16G). Длительность межрегенерационного пробега катализатора повышается более чем в 6 раз (при октановом числе риформата 98) по сравнению с биметаллическими катализаторами предыдущего поколения. Кроме того, повышенная стабильность R-56 позволяет эксплуатировать установку риформинга при более низком отношении водород/сырье. Испытания показали стабильную непрерывную работу установки за период более 900 дней.
На качество продукции процесса риформинга влияет давление (табл. 4.33).
Кроме того, уменьшение давления может привести к дополнительному производству водорода. Например, за счет дополнительного водорода, получаемого при снижении рабочего давления на 0,75 МПа, увеличивается экономическая эффективность производства вследствие сокращения закупок водорода стоимостью до 1,5 млн. $ в год.
387
Таблица 4.32
Сравнительные данные работы установки ЛЧ-35-1000 на катализаторах типа КР и R-S6
| Цикл работы катализатора (межрегенерационный период) |
С регенерацией |
Без регенерации 3 года |
| Максимальное и среднее октановое число риформата, и. м. |
94.5/92.2 |
97.0/94.7 |
| Выход риформата, % масс, (в начале цикла) |
85,5 |
84,1 |
| Содержание водорода в рециркулирующем газе, % мольн. |
85-80 |
80,6 |
| Соотношение водород/углеводороды, моль/моль |
6 |
7,70 |
| Среднее давление в реакторе, МПа |
1,4 |
1,46 |
| Средневзвешенная температура на входе в реактор, °С |
499-505 |
482-495 |
| Расход сырья, м3/ч |
155 |
130 |
| Качество сырья: н. к.-к. к., °С |
90-172 |
95-171 |
| нафтеновые углеводороды, % масс. |
36,1 |
35,04 |
| ароматические углеводороды, % масс. |
8,9 |
7,58 |
| сера, млн-1 |
1,0 |
0,4 |
Таблица 4.33
Влияние снижения рабочего давления в реакторном блоке установки платформинга на выход риформата и водорода
| Наименование |
Давление (вход в последний реактор), МПа (изб.) |
| 2,25 |
1,8 |
1,5 |
| Риформат |
| Выход С5+, % масс.: |
|
|
|
| из расчета на выходящий из реактора поток |
81,1 |
82,6 |
83,0 |
| из расчета на кубовый продукт стабилизатора |
80,0 |
81,2 |
81,0 |
| Дополнительно произведенный риформат, т /год |
База |
9356 |
14300 |
| Водород |
| Из расчета на выходящий из реактора поток, нм3 Н2/м3 сырья |
154,5 |
173,4 |
187 |
| Продуктовый водородсодержащий газ, нм3 Н2/м3 сырья |
153,0 |
172,5 |
186 |
| Чистота водорода, % об. |
73,7 |
76,2 |
77,0 |
| Дополнительно произведенный водород, нм3·106/год |
База |
20,8 |
36,0 |
388
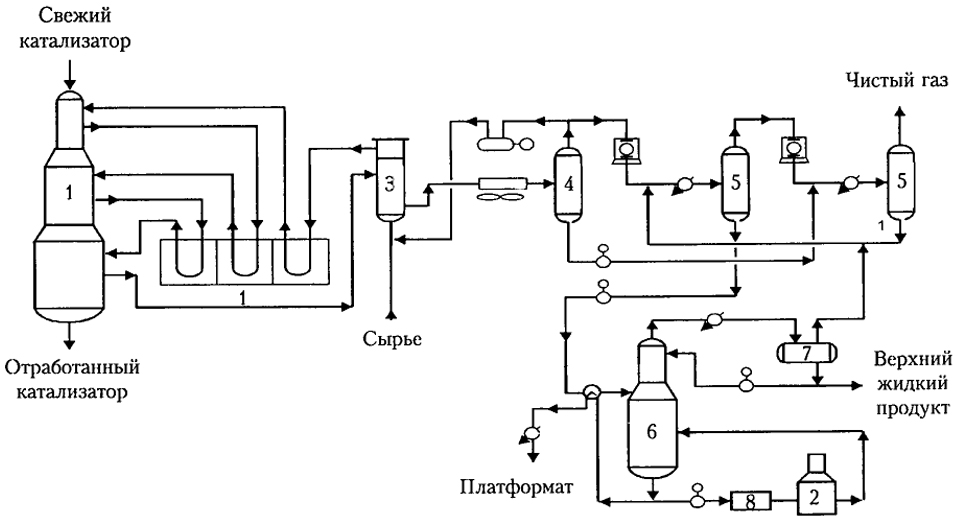
Процесс с непрерывной регенерацией катализатора. Фирма ЮОП производит установки риформинга с регенеративной технологией второго поколения, работающие при более низком давлении на высокоактивном катализаторе с пониженным содержанием платины.
В результате снижения давления на установках второго поколения существенно возросла селективность процесса за счет снижения скорости реакций деалкилирования ароматических соединений с большим молекулярным весом (С9 и выше), конечным продуктом которых в основном является бензол. Вследствие этого выход риформата и ценных его составляющих толуола и ксилола увеличивается соответственно до 25 и 30% при одновременном снижении доли бензола. Содержание бензола в составе риформата сокращается значительно: по сравнению с риформатом, получаемым на установках первого поколения, - на 4,9% об., а по сравнению с риформатом полурегенеративных установок - на 19,5% об.
Это очень важно в условиях жесткого ограничения содержания этого экологически вредного соединения в составе моторных топлив.
На рис. 4.1 представлен вариант схемы риформинга на активном платиновом катализаторе (платформинг) с малым содержанием платины.
Содержание бензола в составе риформата сокращается, что очень важно в условиях жесткого ограничения содержания этого экологически вредного соединения в составе моторных топлив. Кроме того, наблюдается увеличение выхода водорода на установках платформинга.
Вариант модернизации установок каталитического риформинга, сочетающий полурегенеративный и регенеративный тип технологии, рекламируется под названием дьюэлформинг. Этот вариант модернизации осуществляется с минимальными потерями времени и максимальным использованием существующего оборудования с целью сокращения капитальных затрат. В данном варианте сохраняются в неизменном виде два существующих реактора и циркуляционный компрессор, а также устанавливается новый третий реактор, предназначенный для работы в регенеративном режиме, благодаря которому достигаются максимальные значения октанового числа.
- В чем заключается химизм процесса риформинга углеводородных фракций?
- В чем проявляются особенности процесса каталитического риформинга нефтяных фракций с регенерацией катализатора?
389